
انواع بروچ
بروچها دارای اشکال مختلفی هستند که با تلرانس مورد نیاز ساخته و استفاده میشوند. استاندارد خاصی برای بروچها وجود ندارد، هرچند در استاندارد ASME B18.3 اشاراتی به رابطهی بین اندازهی بروچها و تلرانس لازم برای تولید آنها شده است. اما اغلب با توجه به نیاز مشتری طراحی و ساخته میشوند. با این وجود توجه به چندین نکته در انتخاب آن لازم است:
- متریال مورد ماشینکاری
- دستگاه مورد استفاده (کورس دستگاه، امکان تأمین نیروی لازم برای بروچینگ)
- استفاده از تلرانس ساخت قابل قبول با توجه به کارایی قطعه مورد نظر
در زیر تعدادی از انواع بروچهای پرکاربرد و نکات کاربردی آنها توضیح داده میشود:
بروچ ششضلعی
بدون شک پرکاربردترین شکل بروچ مورد استفاده در صنعت، شکل ۶ ضلعی میباشد که دارای کاربردهای مختلفی از صنایع پزشکی و هوافضا گرفته تا ساخت لولای درب است. این نوع بروچ قابلیت استفاده در انواع ماشینهای تراش را دارد. اولین اقدام هنگام ایجاد این نوع بروچینگ استفاده از چمفر میباشد. چمفر باعث میشود ابزار هنگام درگیری منحرف نشود. اندازهی سوراخی که قرار است عملیات بروچینگ انجام شود باید حداقل ۳٪ بزرگتر از اندازهی اضلاع بروچینگ ۶ ضلعی باشد. در این صورت در وسط اضلاع شکل ایجاد شده مقدار کمی به شکل دایره باقی خواهد ماند که طبق استاندارد ASME قابل قبول است. هر چه اندازهی سوراخ به اضلاع نزدیکتر باشد، عمر ابزار کاهش مییابد. در صورتی که سوراخ کور باشد، باید مته مقدار بیشتری پیشروی داشته باشد تا برادههای ایجاد شده جایی برای قرار گرفتن داشته باشند.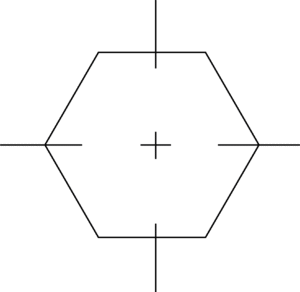
بروچ مربعی
یکی دیگر از اشکال پرکاربرد، بروچ مربعی است. مانند بروچ ۶ ضلعی، در این نوع نیز نیاز به چمفر قبل از بروچینگ وجود دارد. این نوع نیاز به توان بیشتری از دستگاه دارد و سوراخ اولیه باید حداقل ۱۰٪ بزرگتر از اضلاع بروچ باشد. برای سوراخهای کور نیز مانند حالت قبلی عمق مته باید بیشتر باشد تا محل جمع شدن براده فراهم گردد. در این نوع، فید و سرعت دوران باید کمتر از حالت ۶ ضلعی در نظر گرفته شود. این ابزار بسته به کیفیت سازنده تا تلرانس ۰٫۰۱ میلیمتر نیز قابل تولید است.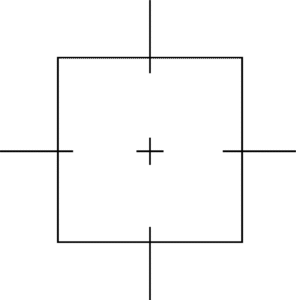
بروچ مستطیلی
در این حالت نیز چمفر پیش از بروچکاری الزامی است. قطر مته باید حدود ۱۰٪ از ضلع بلندتر مستطیل بزرگتر باشد تا برادهها سریعتر جدا شده و فشار ماشینکاری کاهش یابد. عمق مته نیز باید بیشتر از بروچ باشد تا محل جمعآوری برادهها تأمین گردد. پس از پایان عملیات، میتوان با یک متهی کمی کوچکتر یا ابزار انگشتی، برادههای ته سوراخ را برداشت. بروچ مستطیلی همچنین میتواند به صورت پانچ نیز استفاده شود. در این حالت، بروچ بدون استفاده از هولدر روتاری، به شکل ثابت و به صورت مرحلهای وارد قطعهکار میشود. این روش برای مواد سختتر مناسبتر بوده و امکان تخلیهی برادهها و تنظیم زاویه را فراهم میکند.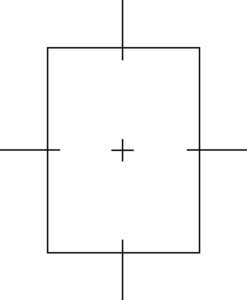
سرعت و Feed مناسب برای بروچینگ
پارامترهایی مانند جنس قطعه، کیفیت دستگاه و هولدر، اندازه و شکل بروچ بر سرعت و فید تأثیر دارند. طبق توصیهی تولیدکنندگان، فید مناسب بین ۰٫۰۲ تا ۰٫۰۷ و سرعت بین ۶۰۰ تا ۸۰۰ دور در دقیقه است. برای درگیری اولیه ابزار با قطعهکار، پیشنهاد میشود تا عمق ۰٫۵ میلیمتر یا به اندازهی چمفر، با سرعت ۵۰ تا ۱۰۰ دور در دقیقه کار شود و پس از آن از سرعت و فید توصیهشده استفاده گردد.روکشهای مورد استفاده در بروچها
-
تیتانیوم نیترید (TiN):
روکش طلاییرنگی است که با روش PVD روی ابزار اعمال میشود. باعث افزایش سختی، مقاومت به سایش، بهبود لغزش و افزایش عمر ابزار میگردد.
-
تیتانیوم کربن نیترید (TiCN):
روکش بنفش خاکستری است که با افزودن کربن به فرمول TiN ساخته میشود. باعث افزایش سختی، کاهش تنشهای پسماند و عملکرد بهتر در شرایط بار زیاد میشود. در صنایع پزشکی و هوافضا کاربرد دارد.
-
تیتانیوم آلومینیوم نیترید (TiAlN):
روکش خاکستری رنگ به روش PVD است که برای دماهای بالا مناسب است. سختتر از دو نوع قبلی است و مقاومت سایشی بالایی دارد. مناسب برای کار با مواد مختلف از جمله تیتانیوم، آلومینیوم، استیل و استیل ضد زنگ.