عملیات روتاری بروچینگ چیست؟
روتاری بروچینگ یک فرآیند ماشینکاری است که برای ایجاد پروفیلهای داخلی یا خارجی مانند 6 گوش، مربعی، Torx، Spline و سایر اشکال چندضلعی در یک عملیات سریع و پیوسته استفاده میشود.
روتاری بروچ چگونه کار میکند؟
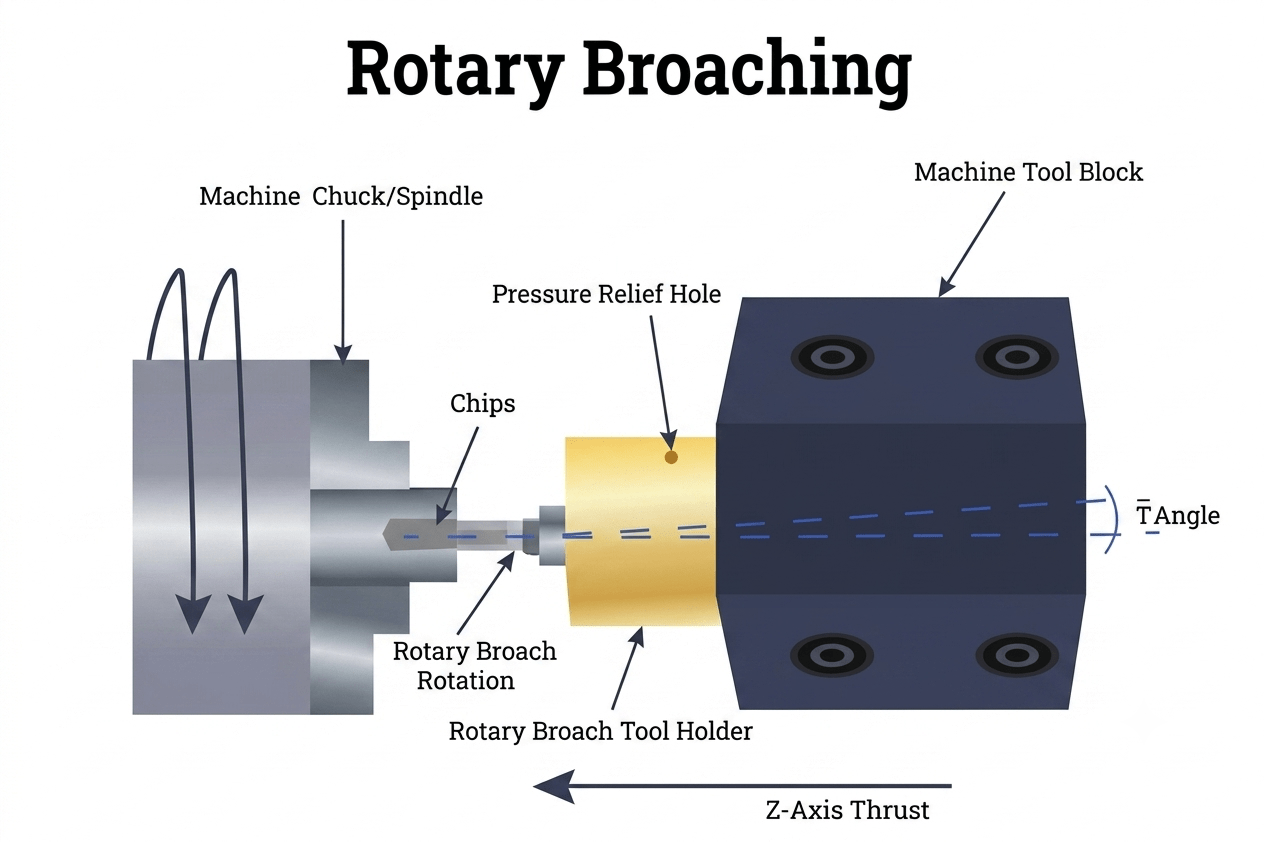
روتاری بروچینگ در دستگاههای سوییس تایپ
- ابزار داخل Holder مخصوص نصب میشود.
- ابزار نسبت به محور قطعه حدود 1 درجه زاویه دارد.
- قطعه میچرخد.
- ابزار به آرامی وارد قطعه میشود.
- پروفیل به تدریج شکل میگیرد.
چرا روتاری بروچینگ برای دستگاههای سوییس تایپ ایدهآل است؟
ماشینهای سوییس تایپ برای تولید قطعات کوچک، دقیق و پیچیده طراحی شدهاند. روتاری بروچها به دلیل سرعت بالا، نیاز کم به فضای ماشینکاری و امکان ایجاد پروفیلهای داخلی در یک ستاپ، یکی از فرآیندهایی است که بهخوبی با قابلیتهای این ماشینها سازگار است.
اتمام ماشینکاری قطعه در یک ستاپ واحد
یکی از مهمترین مزایای روتاری بروچینگ در ماشینهای سوییس تایپ، امکان ایجاد پروفیلهای داخلی بدون خارج کردن قطعه از دستگاه است. عملیاتهایی مانند تراشکاری، سوراخکاری و روتاری بروچینگ میتوانند در یک سیکل ماشینکاری انجام شوند. این موضوع علاوه بر کاهش زمان تولید، خطاهای ناشی از جابهجایی و ستاپ مجدد قطعه را نیز کاهش میدهد.
افزایش ظرفیت تولید
روتاری بروچینگ معمولاً تنها چند ثانیه به زمان سیکل اضافه میکند و برای تولیدات انبوه بسیار مناسب است. از آنجا که پروفیل مورد نظر در یک حرکت محوری ایجاد میشود، نیازی به عملیات ثانویه یا استفاده از دستگاههای بروچینگ جداگانه وجود ندارد.
دقت بالا
در ماشینهای سوییس تایپ، قطعه در طول فرآیند ماشینکاری در موقعیت ثابتی باقی میماند. به همین دلیل پروفیل ایجاد شده توسط روتاری بروچینگ نسبت به سایر ویژگیهای قطعه از هممحوری و دقت بالایی برخوردار است. این ویژگی در تولید قطعات پزشکی، دندانی و قطعات دقیق اهمیت ویژهای دارد.
کاهش عملیات ثانویه روی قطعه
بدون روتاری بروچینگ، ایجاد پروفیلهایی مانند 6 گوش یا Torx معمولاً نیازمند عملیات اضافی روی دستگاههای دیگر است. استفاده از روتاری بروچ این مراحل را حذف کرده و باعث سادهتر شدن فرآیند تولید، کاهش زمان تحویل و کاهش هزینههای تولید میشود.
ایدهآل برای تولید پروفایلهای کوچک و دقیق
یکی از دلایل محبوبیت روتاری بروچ در سوییس تایپ، توانایی ایجاد پروفیلهای دقیق در قطعات کوچک است. این فرآیند برای تولید قطعاتی مانند ایمپلنتهای پزشکی، کانکتورهای الکترونیکی، قطعات ساعتسازی و اتصالات دقیق بسیار مناسب است.
پروفایلهای رایج روتاری بروچ
روتاری بروچها میتوانند طیف وسیعی از اشکال داخلی و خارجی را ایجاد کنند. رایجترین اشکال در صنعت عبارتند از: 6 گوش (Hex)، مربع (Square)، Torx، Spline، دندانهها (Serration) و پروفایلهای سفارشی.

شکل 6 گوش (Hex)
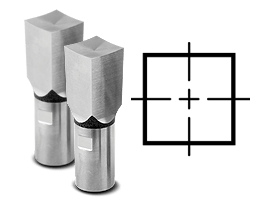
بروچ مربعی (Square)
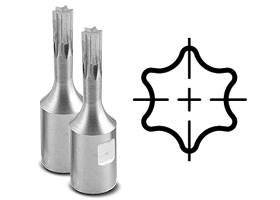
Torx
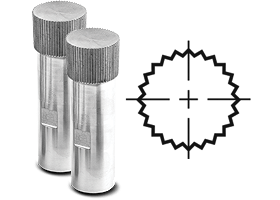
دندانهها (Serration)
نکاتی در مورد انتخاب روتاری بروچ
سایز پیشمته
در بسیاری از پروفیلهای داخلی، پیش از عملیات روتاری بروچینگ یک سوراخ اولیه ایجاد میشود. قطر این سوراخ تأثیر مستقیمی بر نیروهای برشی، عمر ابزار و کیفیت پروفیل دارد.
- اگر سوراخ اولیه بیش از حد کوچک باشد: نیروی برش افزایش مییابد، استهلاک ابزار بیشتر میشود و احتمال لبپریدگی ابزار افزایش پیدا میکند.
- اگر سوراخ اولیه بیش از حد بزرگ باشد: ممکن است فرم نهایی بهطور کامل ایجاد نشود و گوشههای پروفیل ناقص باقی بمانند.
محدودیت عمق بروچینگ
با افزایش عمق، نیروی مورد نیاز و میزان تماس ابزار با قطعه افزایش پیدا میکند. مشکلات ناشی از عمق نامناسب: افزایش بار روی ابزار، افزایش احتمال سایش، افزایش زمان سیکل، شکست کامل بروچ و عمق ناکافی. در طراحی قطعات، عمق پروفیل باید متناسب با ابعاد و نوع ابزار انتخاب شود.
جنس قطعهکار
متریالهای پرکاربرد: استینلس استیل، کربن استیل، برنج، آلومینیوم، آلیاژهای تیتانیوم. متریالهای سختتر معمولاً نیروهای برشی بیشتری تولید میکنند و ممکن است نیازمند کاهش سرعت پیشروی یا استفاده از ابزارهای با پوششهای خاص باشند.
نیاز به عملیات چمفرینگ
تقریباً تمام بروچهای روتاری برای ورود صحیح به یک پخ (Lead-in Chamfer) نیاز دارند. مزایا: ورود نرمتر ابزار، کاهش ضربه اولیه، کاهش لبپریدگی، افزایش عمر ابزار. در خیلی موارد استفاده نکردن از چمفر باعث میشود بروچ به شکل صحیح وارد قطعهکار نشود.
مشکلات رایج هنگام روتاری بروچینگ
سایش زودهنگام ابزار بروچ
علل: سرعت برش نامناسب، روانکاری ناکافی، متریال سخت، عمق بروچ زیاد.
راهحل: استفاده از روانکاری مناسب، انتخاب پارامترهای برش صحیح، استفاده از پوشش مناسب ابزار متناسب با جنس قطعهکار.
لب پر شدن ابزار بروچ
علل: نبود Chamfer مناسب، عدم هممحوری ابزار، ضربه ناگهانی هنگام ورود ابزار، سوراخ اولیه نامناسب.
راهحل: استفاده از Chamfer مناسب، بررسی هممحوری و مرکز بودن، انتخاب قطر پیشسوراخ صحیح.
عدم تشکیل پروفایل نهایی به صورت کامل
علل: عمق ناکافی، قطر پیشسوراخ بیش از حد بزرگ، فرسودگی ابزار.
راهحل: بررسی عمق بروچ، کنترل قطر سوراخ اولیه، تعویض ابزار فرسوده.
کیفیت سطح نامناسب پروفایل
علل: لرزش، فرسودگی ابزار، روانکاری ناکافی، پارامترهای نامناسب.
راهحل: بهینهسازی پارامترها، کنترل روانکاری، تعویض ابزار.
افزایش بیش از حد نیروهای وارد بر روتاری بروچ
علل: سوراخ اولیه کوچک، عمق زیاد، متریال سخت، ابزار کند.
راهحل: اصلاح طراحی قطعه، بهینهسازی پیشسوراخ، تعویض ابزار فرسوده.


