ویرلینگ رزوهزنی چیست؟
ویرلینگ یک فرآیند پیشرفته تولید رزوه است که در آن چندین اینسرت برشی روی یک حلقه دوار (Whirling Ring) نصب شده و با سرعت بالا در اطراف قطعهکار میچرخند تا رزوه را در یک عملیات پیوسته ایجاد کنند.
ویرلینگ چگونه کار میکند؟
گام ۱: چرخش هد ویرلینگ
هد ویرلینگ شامل چندین اینسرت برشی است که روی یک حلقه یا دیسک نصب شدهاند. این هد با سرعت بالا حول محور قطعهکار میچرخد و عملیات برش رزوه را انجام میدهد.
گام ۲: چرخش قطعهکار
در حین فرآیند، قطعهکار نیز توسط اسپیندل دستگاه به چرخش درمیآید. سرعت چرخش قطعه معمولاً بسیار کمتر از سرعت چرخش هد ویرلینگ است.
گام ۳: هماهنگی چرخش ویرلینگ و قطعهکار
برای ایجاد رزوه با گام صحیح، حرکت محوری هد یا قطعه باید به طور دقیق با دوران قطعه هماهنگ شود. این هماهنگی تعیینکننده گام نهایی رزوه است.
گام ۴: ایجاد تدریجی رزوه
برخلاف روشهای سنتی که یک ابزار منفرد به تدریج رزوه را ایجاد میکند، در ویرلینگ چندین اینسرت به صورت متوالی در برش مشارکت میکنند و رزوه به تدریج در طول قطعه شکل میگیرد.
گام ۵: تخلیه براده
به دلیل تقسیم بار برش بین چندین اینسرت، برادهها کوچکتر بوده و تخلیه آنها آسانتر است. این ویژگی یکی از دلایل کیفیت بالای رزوه و عمر طولانی ابزار در فرآیند ویرلینگ است.
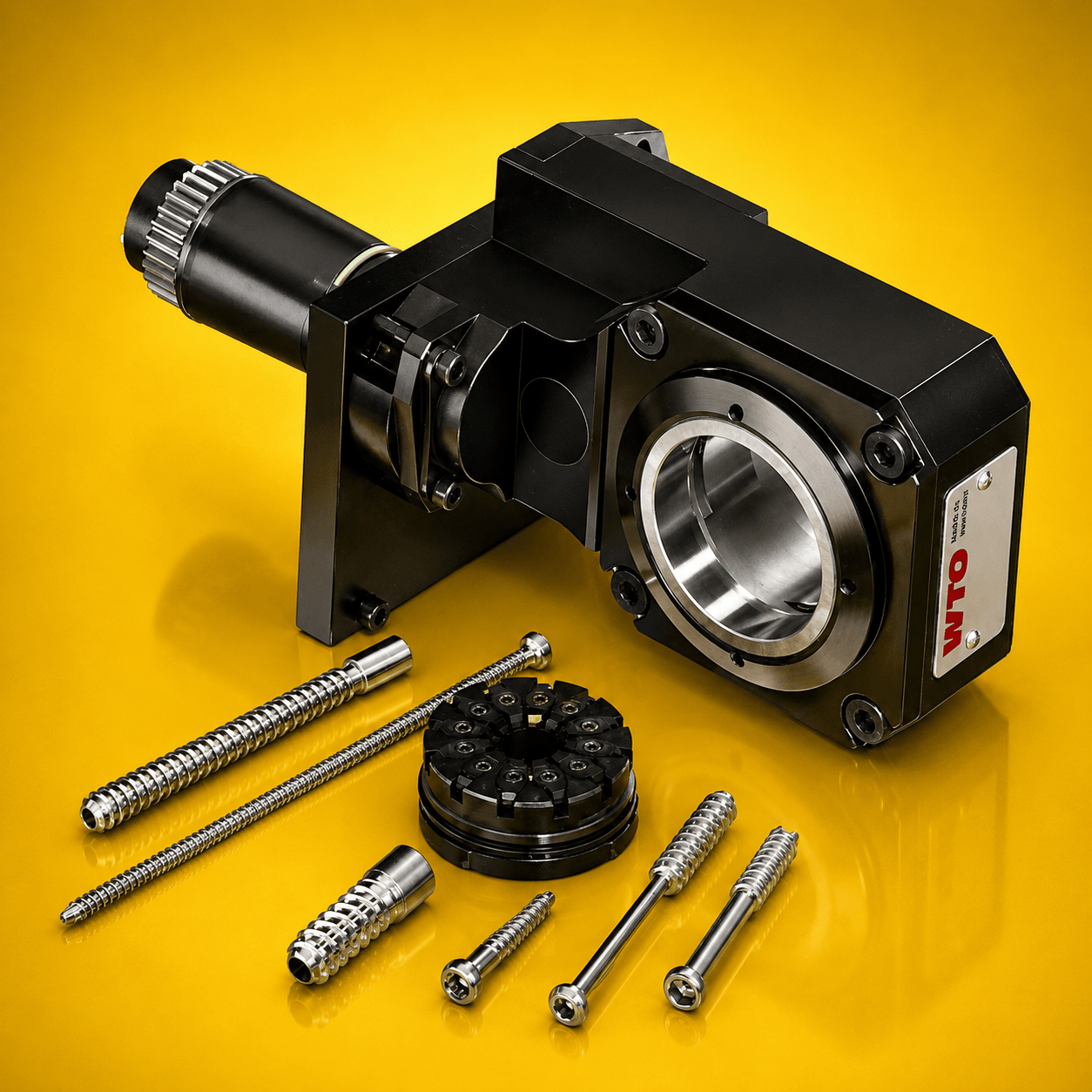
اجزای اصلی ویرلینگ رزوهزنی
هد ویرلینگ
مجموعهای دوار که اینسرتهای برشی را در خود نگه میدارد و با سرعت بالا حول قطعهکار میچرخد تا رزوه ایجاد شود.
اینسرتهای ویرلینگ
اینسرتها عملیات برش رزوه را انجام میدهند. چندین اینسرت روی هد نصب میشوند و هر کدام بخشی از متریال را حذف میکنند تا فرم رزوه به تدریج شکل بگیرد.
سیستم بلبرینگ و چرخدنده
سیستم انتقال حرکت داخل هد ویرلینگ وظیفه چرخش دقیق و پایدار مجموعه را بر عهده دارد و امکان چرخش با سرعت بالا را فراهم میکند.
چرا استفاده از ویرلینگ در دستگاه سوییس تایپ ایدهآل است؟
عملکرد عالی برای رزوههای بلند و باریک
یکی از مهمترین مزایای سوییس تایپ، پشتیبانی عالی از قطعات بلند و باریک است. رزوهزنی با ویرلینگ نیز به دلیل نیروهای برشی پایینتر، برای این نوع قطعات ایدهآل است. این ترکیب احتمال خم شدن قطعه و ایجاد لرزش را به حداقل میرساند.
کاهش نیروهای برشی
در ویرلینگ، چندین اینسرت به صورت متوالی در برش شرکت میکنند و بار برش بین آنها تقسیم میشود. این ویژگی باعث کاهش نیروهای وارد بر قطعه و افزایش پایداری فرآیند میشود و در قطعات با قطر کم اهمیت ویژهای دارد.
کیفیت بالای رزوه
فرآیند ویرلینگ قادر است رزوههایی با دقت بالا، کیفیت سطح مناسب و هندسه یکنواخت تولید کند. این موضوع در صنایع پزشکی، دندانپزشکی و هوافضا بسیار مهم است.
ماشینکاری کامل در یک مرحله
رزوهزنی میتواند در همان دستگاهی انجام شود که سایر عملیات تراشکاری، سوراخکاری و فرزکاری روی قطعه انجام میشوند. این باعث کاهش زمان تولید، حذف ستاپهای اضافی و افزایش دقت میشود.
ایدهآل برای تولید تجهیزات پزشکی و دندانی
بخش بزرگی از کاربردهای ویرلینگ مربوط است به تولید: Bone Screws، ایمپلنتهای تروما، ایمپلنتهای اسپاینال و ایمپلنتهای دندانی. ماشینهای سوییس تایپ و ویرلینگ در کنار هم امکان تولید این قطعات پیچیده را با دقت بالا فراهم میکنند.
قابلیت ایجاد رزوههای پیچیده
ویرلینگ به راحتی میتواند رزوههایی را تولید کند که با روشهای معمول دشوارتر هستند:
- Buttress Threads
- Multi-Start Threads
- Bone Screw Threads
- Custom Medical Threads
ملاحظات طراحی فرآیند ویرلینگ
هندسه پیچ
مواردی که باید بررسی شوند: قطر رزوه، گام، طول پیچ، پروفایل پیچ، و پیچ تکراهه یا چندراهه. هرچه هندسه رزوه پیچیدهتر باشد، طراحی هد و اینسرتها اهمیت بیشتری پیدا میکند.
متریال ماشینکاری
متریالهای رایج در تولید پیچ: استینلس استیل، آلیاژهای تیتانیوم، آلیاژهای کروم کبالت، آلومینیوم، برنج. در قطعات پزشکی، تیتانیوم و استنلس استیل از رایجترین متریالها هستند.
پایداری قطعهکار
پایداری قطعه در طول عملیات رزوهزنی اهمیت زیادی دارد. هرگونه لرزش، خمش و جابهجایی میتواند بر دقت رزوه تأثیر بگذارد. مزیت دستگاههای سوییس تایپ دقیقاً همینجاست که با گاید بوش از قطعه پشتیبانی میکند.
چالشهای رزوهزنی با ویرلینگ
سایش اینسرتها
علل: متریال سخت، پارامترهای نامناسب، روانکاری ناکافی، تولید طولانیمدت.
راهحل: تعویض بهموقع اینسرتها، بهینهسازی پارامترهای برش، استفاده از پوشش مناسب.
دقت کم رزوه
علل: تنظیم نادرست هد ویرلینگ، سایش اینسرتها، خطای همزمانسازی محورها.
راهحل: کنترل تنظیمات ماشین، بازرسی دورهای ابزار، بررسی برنامه ماشین.
سنکرون نشدن ویرلینگ و قطعهکار
علل: خطای برنامهنویسی، تنظیمات اشتباه پارامترهای دستگاه.
راهحل: بررسی پارامترهای رزوه، کنترل سینک محورها، تست اولیه قبل از تولید انبوه.
مشکلات تخلیه براده
علل: برادههای بلند، فشار ناکافی کولانت، هندسه نامناسب اینسرت.
راهحل: بهینهسازی کولانت، انتخاب هندسه مناسب اینسرت، تنظیم پارامترهای برش.
خم شدن قطعهکار
علل: نسبت طول به قطر زیاد، پشتیبانی ناکافی قطعه، شرایط نامناسب ماشینکاری.
راهحل: استفاده صحیح از گاید بوش، کاهش نیروهای برش، بهینهسازی ستاپ.
ارتعاش
علل: قطعه بلند و باریک، اینسرت فرسوده، پارامترهای نامناسب، عدم پایداری ستاپ.
راهحل: افزایش پایداری ستاپ، بررسی ابزار، اصلاح پارامترها.
موضوعات فنی مرتبط
این مقاله با جستوجوهای فنی زیر نیز مرتبط است:
- سوییس تایپ
- سوئیس تایپ
- ویرلینگ
- هد ویرلینگ
- اینسرت های ویرلینگ
- تولید تجهیزات پزشکی و دندانی
- رزوههای پیچیده
- آلیاژهای تیتانیوم
- قطعات پزشکی



{kind=link}